Page 1 of 1
Side Bender Springback prediction
Posted: Fri Jul 19, 2024 6:01 pm
by bostosh
Hi, How mush under bend do i cut in the form?
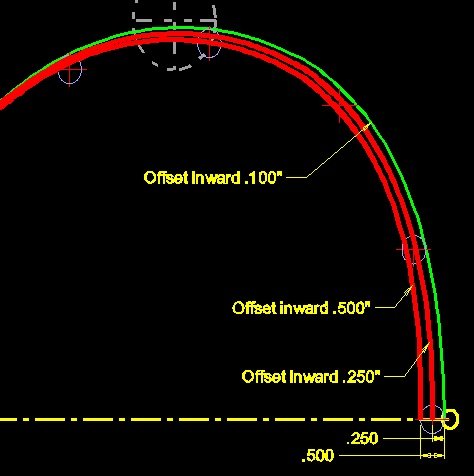
Green curve is minus .100
Red curves are a tapered offset -.250 and -.500
from the zero at the waist.
Thanks for your experience!
Brian O.
- Bending parlor spring-back.jpg (27.78 KiB) Viewed 7770 times
Re: Side Bender Springback prediction
Posted: Fri Jul 19, 2024 8:17 pm
by John Parchem
My forms are to size. I heat and bend them about 15 minutes at 290 F then I let cool and heat them up again for 15 minutes blanket set for 290F. With this process the sides are pretty locked in. I have no problem with a little spring back. Are you bending with a with a heat blanket and form?
Re: Side Bender Springback prediction
Posted: Sun Jul 21, 2024 6:42 pm
by bostosh
Thanks for the reply, I will make the form (outer profile -.100) inward for the side thickness (estimate ?)
I am doing a mold and bending form. for a pro maker. I am a metal cutting/forming guy and have programmed metal parts for bending always being aware of "springback" Parts llie jet engine nacells and wings, doors.

Re: Side Bender Springback prediction
Posted: Sun Jul 21, 2024 7:17 pm
by John Parchem
I bend at .080" so your .100 is good. From experience spring back for wood is variable bend to bend as wood is not consistent. When bending by hand without a form one can over bend slightly and then check. So basically bend check bend check ... As I mentioned before I have had good luck double cyclizing the heat time. The heat cool heat cool cycle does help lock in the bend. If working with a mold it is not a bad thing to pull it into the mold. I have seen some dubious posts where builders talk about building without tension. I find that odd given that the entire concept of a guitar is tension. Also the plates are cold forced into radius dished for example. So no real harm pulling a side into a mold. Once the top and back are glued on they are not going anywhere is not going anywhere.
Re: Side Bender Springback prediction
Posted: Mon Sep 30, 2024 5:43 pm
by Rick_A
John Parchem wrote: ↑Fri Jul 19, 2024 8:17 pm
My forms are to size. I heat and bend them about 15 minutes at 290 F then I let cool and heat them up again for 15 minutes blanket set for 290F. With this process the sides are pretty locked in. I have no problem with a little spring back. Are you bending with a with a heat blanket and form?
Thank you for this valuable info John. I bent a side and did 2 heat/cool cycles and left it in the bender a few days. When I removed it, the side was about 75% bent with a ton of spring back. The waist was far from where it was supposed to be. I only heated for maybe 5 minutes at 275F max. Then found your post. I put it back in the mold and this time cycled twice for 15 minutes and the side was damn near perfection! These sides are mahagony.
I did have some dark stain marks on the inside of the side. They don't look too deep. I think it might be because I used too much Windex (w/ ammonia). I'm using a BBQ thermometer to monitor the temp and flip the rheostat on the heat blanket on/off manually. Sadly I wasn't paying attention and I let it get up to 311F. I wonder if that caused the staining. I'll try water for the next side and definitely not exceed 290F.
Thanks again!